アンモニア廃液からの水素製造を実用化

当社に搬入されている水素原料となる液状廃棄物は、有機廃液、無機廃液限らずHを含む廃酸、廃アルカリ、廃油等約15,000t/年。
これらから高純度の水素を取り出しエネルギーへ変換することは廃棄物における新しい価値、すなわち、これまで有効活用できなかった廃棄物エネルギーを創成することに繋がります。
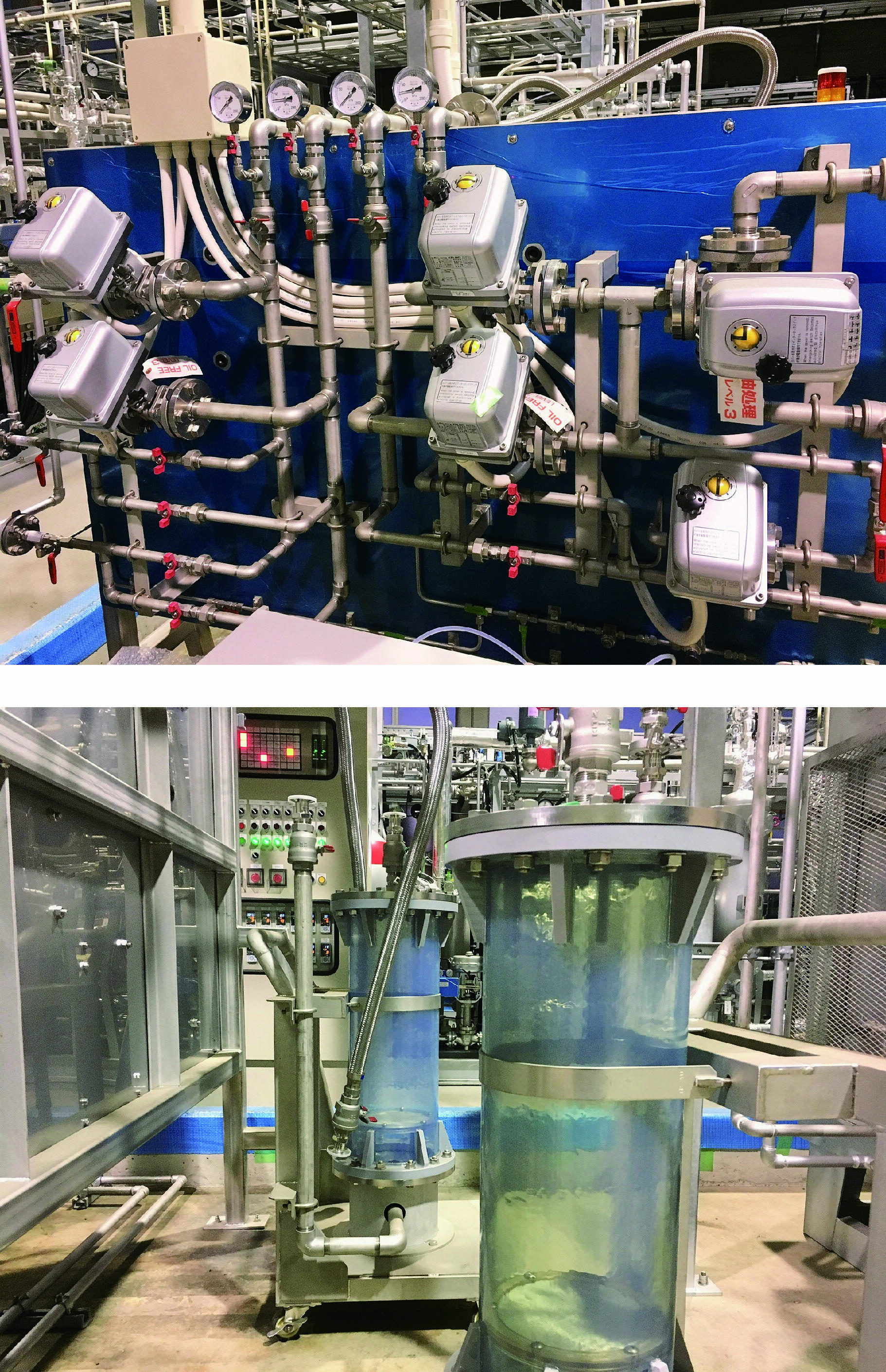
当社では上越工場に新ラインを開設し、アンモニア廃液を原料とした水素製造を行っています。
水素発電フロー
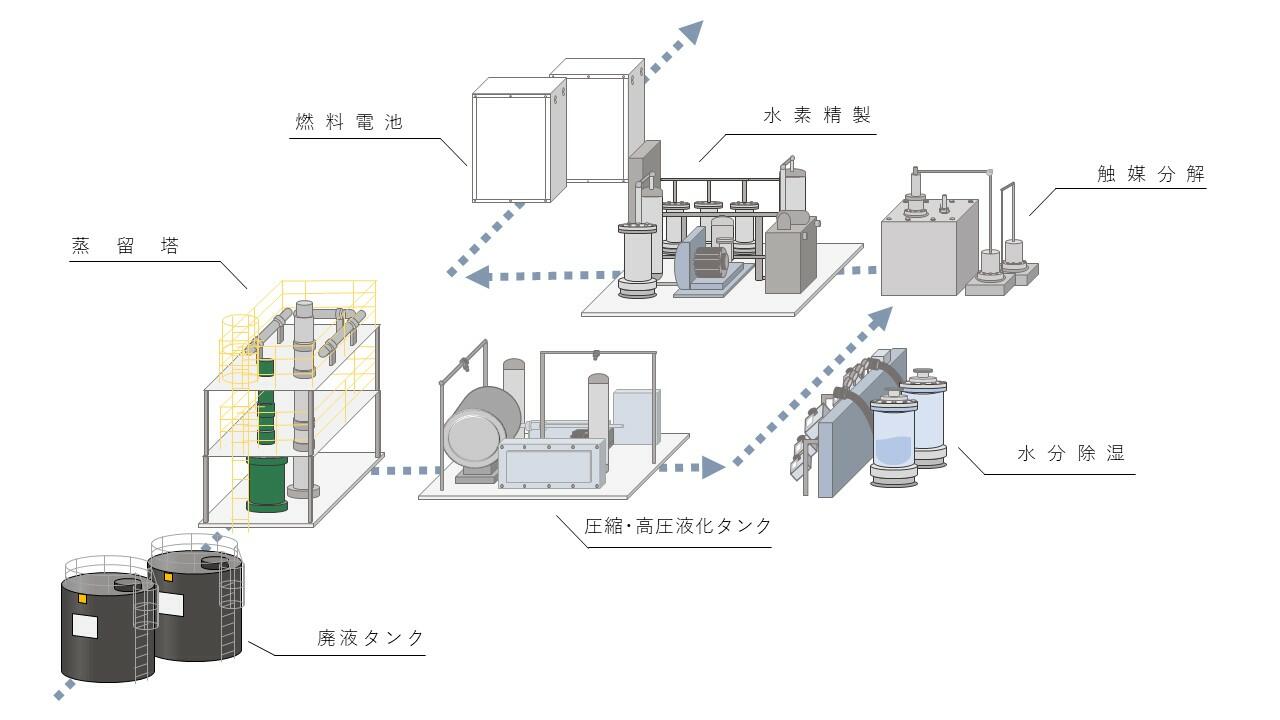

蒸留設備
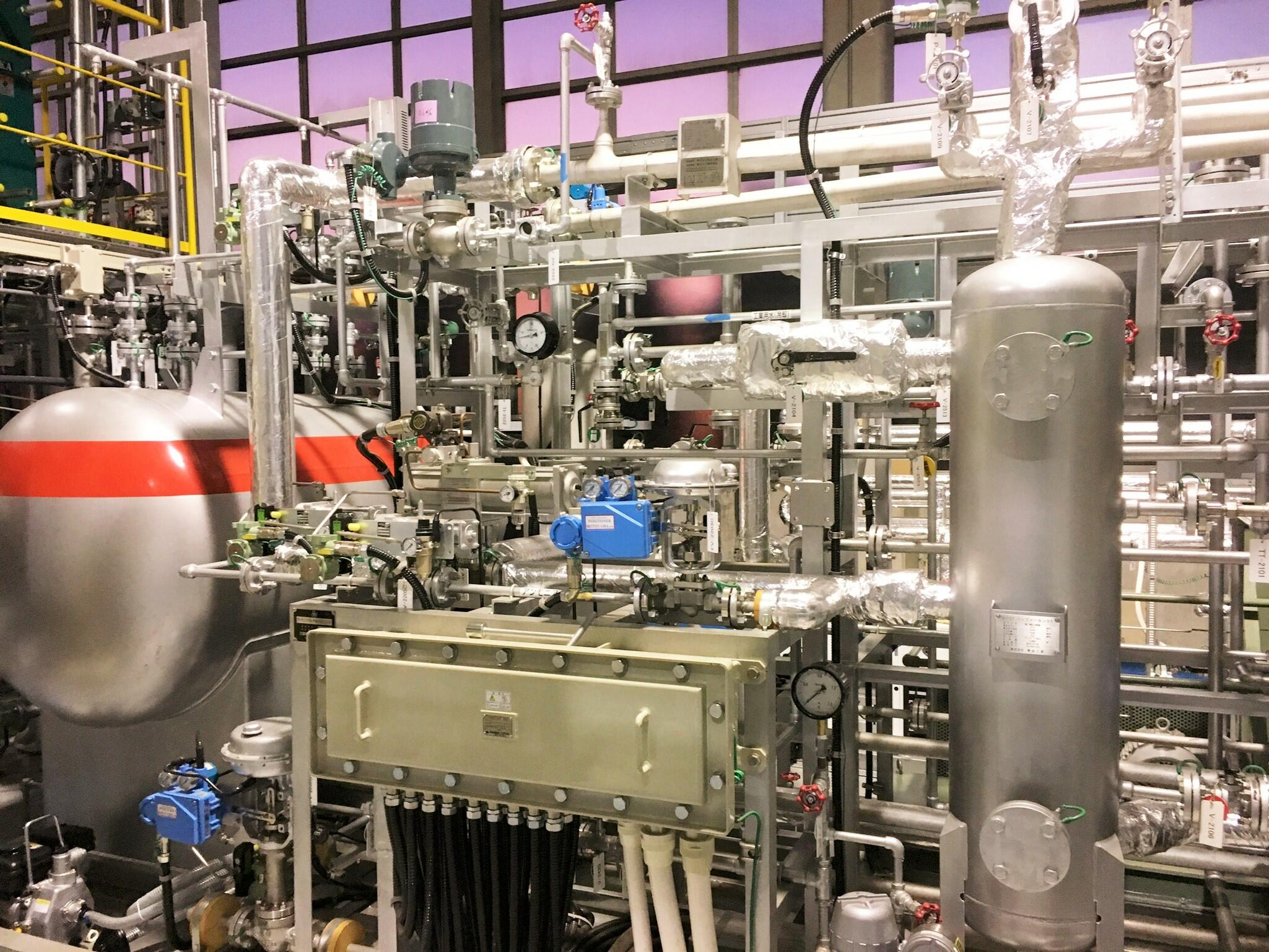
ガス圧縮設備

アンモニア分解設備
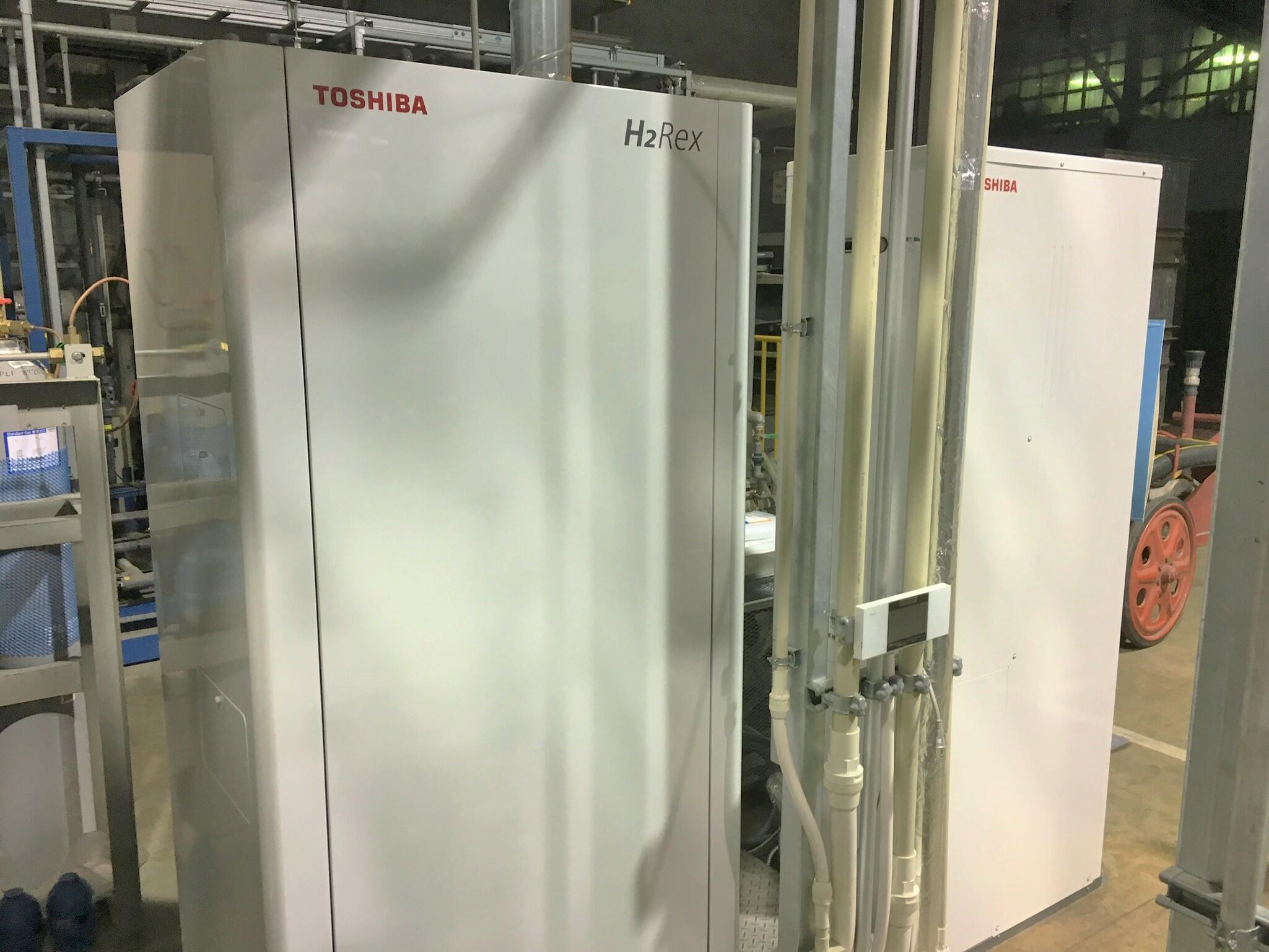
純水素型燃料電池
廃棄物エネルギーを活用したカーボンリサイクルシステム
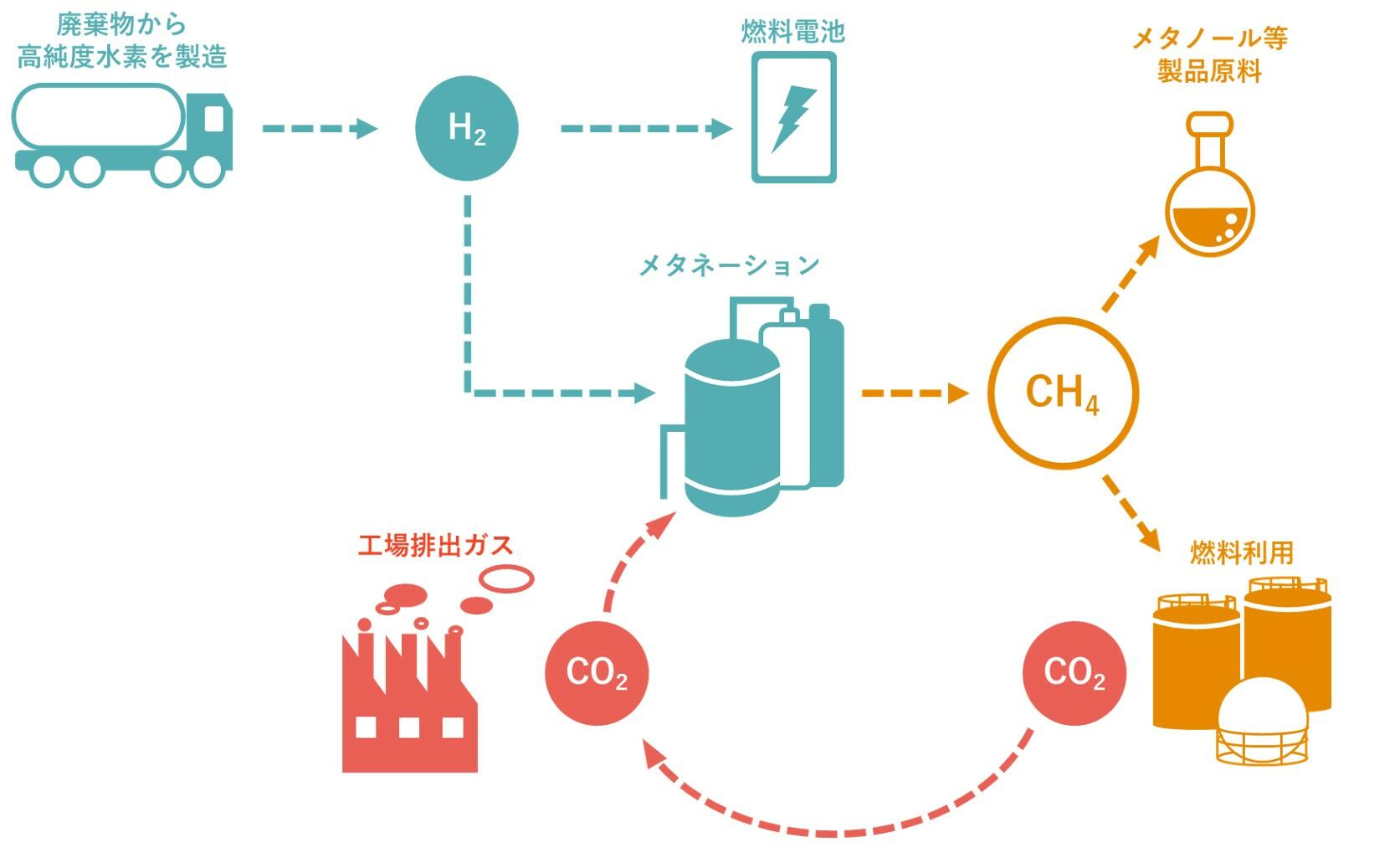
本技術の特徴は、廃棄物に含まれる"H″成分を取出し水素へ変換することであり、廃棄物処理に必要なエネルギーだけで、高純度水素を製造することが可能です。また、現在、製造した水素は自社の燃料電池に供給し発電利用していますが、開発を進めているCO2固定化技術との組み合わせにより、多様な用途に利用可能なメタンを合成し、CO2フリー燃料や高純度マテリアルとして供給することも可能です。
仮に、当社に搬入されている水素原料となる液状廃棄物15,000tから製造した水素(60万N㎥)とCO2からメタンを合成した場合、メタン製造量は年間約15万N㎥となります。
POINT1 高純度NH3回収技術
水素原料となる無機廃液(窒素含有液等)、有機廃液(極性溶剤、非極性溶剤、ハロゲン含有溶剤等)は、医薬、自動車、鉄鋼、素材、電子部品製造等の多様な事業所から排出されており、液体中には水素製造設備へ影響を与える腐食成分や、人体への有害成分など様々な物質が含まれていますが、水素を燃料や製品原料として利用するためには、全不純物の総量を300ppm以下※まで除去する必要があります。
本製造プロセスでは、これまで培ってきた無害化、化学処理技術を応用した液中の不純物を除去する前処理技術と、今回実用化に成功したガス中の不純物を除去し精製する高純度化技術により、不純物量が10ppm以下である、純度99.999vol%の水素製造を実現。
開発プラントの主な対象物であるアンモニア廃液においては、前処理工程を経た後、蒸留法にてガス成分を分離し、多段式の凝縮器により、液相部の水分及び高沸点成分を分離除去、気相部を0.7~1.5MPaまで圧縮することで、純度99.9vol%の液化アンモニアを精製します。また、自社で開発したアンモニア用除湿装置にて水分を100ppm以下まで除去し、触媒により分解した後、精製を行い、高純度水素を製造します。
※ 水素品質規格(ISO14687-2)
POINT2 N処理の省エネルギー化
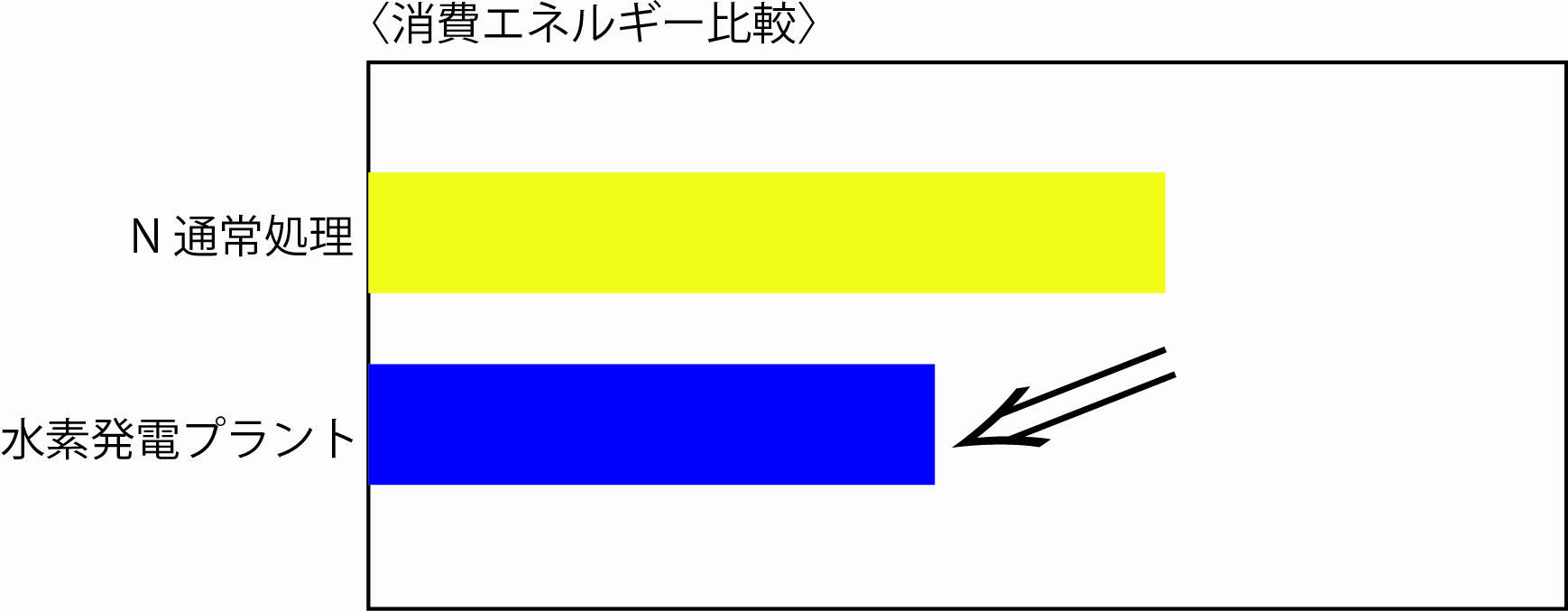
NH3処理エネルギー50%削減。
CO2約100t/年削減。
※10kW発電時を想定

